The design of a cleanroom for baby food manufacturing and nutritional powder production needs to happen because it protects product safety while maintaining quality standards and meeting regulatory requirements. Cleanrooms create protected spaces which prevent airborne particles and contaminants and microorganisms from entering the environment. The article investigates all main components which include principles and standards and design methods which cleanroom design utilizes for operations in these delicate manufacturing environments. The guide leads you through essential facility design requirements which include understanding strict hygiene standards and implementing effective air filtration systems to achieve compliance with both industry standards and customer needs.
Introduction to Baby Food Production and Processing

Overview of Baby Foods and Nutritional Powders
Baby foods and nutritional powders are specifically designed products which meet the special dietary requirements of infants and young children who are in their first developmental period. The products typically contain pureed fruits, vegetables, and grains and proteins which are combined into powdered products that contain essential vitamins and minerals. Nutritional balance is critical because babies need to have their bodies receive proper quantities of carbohydrates and proteins and fats and all essential vitamins and minerals including iron and calcium and vitamin D to achieve healthy growth and their developmental needs.
The production process for baby foods and nutritional powders maintains strict safety and quality standards which guarantee the complete elimination of contaminants and harmful additives and allergens. The use of cleanrooms as part of the hygienic protocols helps to eliminate all threats which arise from microbial contamination. The selection process for raw materials establishes organic or non-GMO sources as the primary choice which helps to decrease possible pesticide and synthetic substance exposure. The safety measures for food distribution meet global standards which follow the Codex Alimentarius Commission protocols.
Improved manufacturing technology has resulted in better product development which creates more digestible products that provide higher nutrient absorption. The researchers use fortification techniques to treat deficiency problems by integrating iron for anemia prevention and omega-3 fatty acids for brain development support. The new developments help to produce products which provide nutritional requirements while delivering tasty flavors which help children shift to solid foods and assist parents and caregivers to provide their children with nutritious meals.
The Importance of Cleanroom Standards
Cleanroom standards establish essential requirements which controlled environments must follow to achieve designated cleanliness standards, which protect against contamination during sensitive production activities. The standards establish regulations for controlling airborne particles, temperature levels, humidity levels, and other environmental factors, which create a controlled industrial environment that supports pharmaceutical and biotechnology and electronics and food manufacturing operations. Organizations use strict cleanroom protocols to protect their products and maintain consumer safety and comply with legal requirements.
The main purpose of cleanroom standards exists to decrease contamination risks which occur during the production process of high-precision products and products that are critical for human health. In pharmaceutical manufacturing, even a small amount of particulate contamination can lead to drug efficacy problems and patient health hazards. Cleanrooms use international standards to control particle levels which ISO 14644-1 defines through its cleanroom classification system that establishes different grades based on allowed particle levels. The strict implementation of these standards produces reliable results that maintain consistent product quality throughout the manufacturing process.
Cleanroom standards require organizations to follow the specific guidelines developed by regulatory agencies such as the FDA and EMA, which protect sterile and sensitive materials. Organizations which fail to meet these standards face legal and financial consequences, while their brand reputation suffers. Cleanroom protocols create a research environment, which enables scientists to conduct testing without external contaminants. The standards play a vital role in protecting public health while driving technological and scientific progress.
Trends in Baby Food Manufacturing
The baby food manufacturing industry is increasingly focusing on transparency, safety, and nutritional value to meet evolving consumer expectations. Parents are prioritizing products with clean labels which include minimal processing and non-GMO ingredients and clear information about the source and quality of components. Consumers demand more from producers about their health-conscious choices which reflect a societal development toward health-conscious products.
Organic and plant-based baby foods have become prominent as concerns over pesticide residues and allergens grow. Manufacturers are reducing the use of artificial additives and preservatives while emphasizing the inclusion of natural vitamins and minerals and essential fatty acids. Many companies adopt modern preservation methods which include high-pressure processing to maintain products’ nutritional value while extending their shelf life.
Sustainability functions as a primary factor that drives the industry toward its current state of development. Eco-friendly packaging solutions which include recyclable materials and biodegradable options are becoming more popular. Manufacturers are enhancing their supply chain operations to decrease carbon emissions while maintaining production processes that meet international sustainability standards. These trends demonstrate a dedicated effort to deliver safer and healthier baby food products which also meet environmental standards for contemporary consumers.
Key Components of a Baby Food Production Line

Essential Food Processing Equipment
The production of baby food requires specialized machinery which operates with both efficient performance and strict safety and quality standards to achieve required results. The main components of the system include:
- Mixing Systems: High-performance mixers create uniform textures while they combine ingredients. Automated control systems in these systems enable users to control both ingredient ratios and product consistency.
- Blanching Machines: Blanching machines use controlled heat to deactivate enzymes which cause spoilage in fruits and vegetables. This process improves both the visual appearance and the tactile quality of materials.
- Pureeing Machines: The production of baby food requires pureeing systems to produce a smooth texture which meets the necessary standards. Modern machines usually have multiple speed options which enable them to process different types of ingredients from soft fruits to hard vegetables.
- Pasteurization Equipment: The pasteurization equipment heats processed baby food to destroy dangerous microorganisms while protecting its nutritional value. High-pressure processing (HPP) has emerged as a new technology which delivers equivalent results through non-thermal processing methods.
- Filling and Packaging Systems: The automated filling machines deliver exact container filling while the sealing systems protect product quality. Manufacturers commonly use flexible packaging solutions which include pouches and recyclable containers to support their sustainability initiatives.
- Metal Detectors and X-ray Inspectors: The machines guarantee product safety by detecting and removing all potential contaminants which include metal fragments and other unwanted substances before the packaging process begins.
The advanced systems which manufacturers use to produce baby food products help them achieve both regulatory compliance and high product quality standards. The automation and monitoring technology field continues to develop new technologies which boost both accuracy and productivity across multiple industrial sectors.
Types of Baby Food Processing Equipment
- Blending and Mixing Machines: Obtaining quality baby food with desired texture and consistency is impossible without blending and mixing machines. These units operate on different ingredients – fruits, vegetables, milk and meat products – in the correct ratios and mesh well. Depending on the product requirements, the variety of high-speed mixers available include high shear mixers, ribbon girls, or paddle girls, and in different scales. Further, the processes are automated to help increase the pace of output, without compromising the accuracy.
- Units for Thermic Treatment and Beyond: Thermal processing machinery such as pasteurizers and sterilizers helps ensure food safety and improves the product’s shelf life. The equipment involves the use of specific heat treatments in which the microbes are destroyed without affecting the nutrients or the taste. Modern thermal systems, such as retort processing and continuous flow sterilizers allow for real-time control of the heat applied, leading to efficient sterilization with minimum degradation of product quality.
- Homogenizers: Homogenizers are necessary for infant recipes since they allow the creation of dispersed ingredients in smaller particles for smooth textures. In this equipment working principle, very high cross-direction forces of pressure are employed to form emulsions that otherwise tend to separate thus enhancing product appearance and perception. The modern homogenizers are built for high productivity together with extreme sanitary requirements.
- Filling and Packaging Machines: Effective filler equipment and packaging machines can centrifugally portion baby foods into jars, pouches and / or tubs, securely sealed shut. In a nutshell, these machines utilize technologies that enable precise filling on each filling station, tamper evident closure and placement of the labels enhancing the control on the supervision from the food safety norms and improving the assistance to the retailers from the traceability point of view. The latest trends have such systems equipped with smart sensors and artificial intelligence to help identify abnormality in packaging process almost without people involvement.
- Monitoring and Quality Assurance Instruments: Within this context there are x-ray inspection machines, metal detector systems, as well as vision systems for the high quality output and detection of any defect or contamination. They are operational at various assembling stages, ensuring that the product is not a threat to its safety. Conclusion Very new systems of the quality control have such software systems inbuilt which include different analytic tools and thus help manufacturers to optimize their production in time.
Incorporating advanced technology and a specific type of machinery, producers of baby food achieve strict health and safety guidelines without sacrificing productivity or scope of production.
Understanding the Production Line Flow
A baby food production line has all the necessary knowledge, Skills and abilities to help ensure that each stage of production is carried out accurately and in an eco-friendly manner. Generally, when thinking about food production it starts with the procurement and assessment of the raw materials. All ingredients go through stringent examinations for foreign matter, residues, and other impermissible chemicals since they do not pass on to manufacturing otherwise. Upon clearing examination, raw materials are sorted and washed using automatic equipment which helps in maintaining cleanliness.
Once the ingredients have been prepared, these ingredients will proceed to the blending and cooking area. This stage involves using temperatures that enable the retention of nutrients at the same time killing any possibly present microorganisms. The most developed equipment in this stage has thermal controls with automatic stirring so as to be able to produce consistent thick mixtures. It is followed by the phase of homogenization, where the emulsification of the product is done to achieve the required gelatin consistency and evenness that is paramount for children.
The next phase in this process is packaging which is perhaps one of the most significant processes to ensure the safety and shelf stability of food products. Most commonly, a technique referred to as modified atmosphere packaging or MAP is used to minimize the problem of oxidation and growth of microorganisms. High speed filling and sealing equipment are used to pack the product in air tight pouches or jars. In addition, the final product is also subject to various quality control procedures such as X-ray inspection, and sampling based on the batch number before distribution, to ensure all safety and labeling conditions are met.
Such operational efficiency in a given baby food production line enhances the capability of producers to attain two noble goals: to comply with safety standards on an international level and to increase production levels to respond to consumer needs without much difficulty.
Designing Cleanrooms for Baby Food and Powder Processing

Cleanroom Standards and Regulations
Cleanrooms where baby food and powder manufacturing is carried out must be constructed to conform to strict global requirements to keep the products safe and standards, clean techniques. And that’s the first standard, dealt with airborne concentrations of particles per volume, is ISO 14644 and, dealt with a more vivid stratagem for contamination, HACCP. Cleanrooms are broken down into ISO Class 1 through 9 with some designs such as for clean room for baby food making from Class 7 or 8 depending on the risk factors and levels stipulated by the relevant laws.
All of these contaminants hold the potential to enter at a particular stage of any product manufacturing that at any point can be excused as or called a defined area. Such technology is established not only in clean rooms; for example, those which are meant for medical devices which are manufactured in controlled environments. These support systems are built to support the required levels of asepsis in the cleanrooms within the Baby Food Production Line processes, instruments used in milk products and other food-related products.
The biggest advantage associated with the use of gloves when entering such areas is that wrists of the users do not come in contact with the environment and there can be no way in which these areas can be infected by foreign agents or materials. Entering the premises of the manufacture install (eg: clean room, finishing zone, sterile room) properly means, shoes need to be changed, hands need to be washed etc, otherwise, contaminants will be transferred as well.
Besides the above-mentioned infrastructure, however, cleanroom personnel are extremely essential for preserving the standards that are in place and such people must carefully adhere to the gowning guidelines, access restrictions, and training on contamination control. Along with these processes, manufacturers are also able to work within the regulations, especially when engineering brighter controls for their products.
Layout Considerations for Food Production Lines
The designing of proper food production line layout principles is a powerful technique that will lead to the increase in throughput, regularization of food safety and also conformity to the legal standards of the industry. Whenever well constructed, these plots and components start from the boundary definition of the production and separation of raw, cooked and finished areas within a reduced contamination risk. In the interior, space considerations include the movement of materials, ingredients and bodies, systems designed to the capacity of the facility to handle, including eliminating today’s blockages and shortening time travel.
The focus of all processes should, however, be on hygiene as no attempt should be made to compromise the issues of adequate and inefficiencies space in cleaning and sanitizing the area. All of the equipment should be in a position in which it can be easily taken apart and cleaned, and drainages should be placed in a way that would mitigate any pooling of water which may lead to micro organism activity. The positioning of hand wash facilities at major points stresses good hygiene practices.
Moreover, with modern automation control systems and digitized gadgets, layout optimizations are achievable. As a case in point, conveyor belts that have weight sensing devices and process control interventions enabled can help manage the installation while minimizing hands-on activities and also help in case of a production abnormality. Modular structures which provide room for both upward integration and that aid in process enhancement are essential in this era. Just-in-time use of modular systems assists in offsetting costs of redesign to fit updated market and technology needs.
The efficiency of the Baby Food Production Line is increased by adding in weight-based conveyor and process monitoring systems. While the weight integration reduces the amount of time taken in controlling the process manually, the new monitoring system allows easy detection of abnormal conditions within minutes.
Air Quality and Filtration Systems
Best air management and improved filtering are very much always emphasized in manufacturing and production plants for maintaining their optimum required environment. There are air control devices focused solely on dust, smoke, offensive vapor, and particular air pollutants concentration. This is because each industry has some specific regulations such as OSHA standards and the EPA regulations. In places that require very high level of cleanliness such as cleanrooms, HEPA filters, used to achieve around 99.97% performance even with particles of about 0.3 microns, which to a great extent, reduce all visible contaminants.
Contemporary filtration systems employ a number of new technologies including, but not limited to electrostatic precipitators, activated carbon filtration and germicidal measure of air pollutants using UV-C lamps. These systems help not only protection of equipment and processes from pollution but also personnel health because of reducing exposure to occupational hazards in form of some active aerosol particles. Air filtration efficiency is further enhanced with prevailing instrumentation which measures the quality of air all the time automatically and adjusts it when needed by controlling the user interface and the ventilation.
Efficient monitoring and operational efficiency are enhanced through the integration of automated systems for the monitoring of the air quality, with incorporated IOT facilitated devices, historical data management, and consumption of energy optimization. A focus on comprehensive air purification measures frees industries from adverse impacts, ensures that all is done according to the regulations, and encourages the rise of green manufacturing approaches.
Improving Production Efficiency

Automation in Baby Food Manufacturing
The use of automation and machinery in the baby food industry has tremendously changed the production process creating uniformity and efficiency while maintaining high safety standards. Current technology makes use of complex machines including automated mixers homogenizers or even packaging systems that accomplish a great deal of streamlining by minimizing any human interference. These machines or systems perform routine operations like ingredient sifting, portioning to the desired levels, and eliminating foreign materials so that each batch meets the very rigorous legal controls or nutritional values that have been set for it. In essence, the chances of following a wrong procedure are cut down aggressively, which is imperative in a field that caters to the well-being of babies.
Automation also entails embracing Industry 4.0 – incorporating smart sensors and handling processes through predictive maintenance and real-time monitoring. Manufactured goods produce smarter in relation to production norms, with incredible accuracy on temperature, pH levels, and various proportions of ingredients. An example of this is the integration of an automated quality control system, where, at the speed of light there is a recognition and signal to review regions of impurities in texture and color and they are eliminated thus preventing consumables with impairment to buyers. Predictive maintenance, on the other hand, reduces downtime drastically by observing the equipment, planning for repairs beforehand, and avoiding breaking down production cycles.
More so, automation helps in scaling up activities at a lower cost. Automated workflows can easily expand production capacity without a complete overhaul of the production process, allowing industries to adjust to demand and consumers. This flexibility promotes tailored infant foods for instance organic foods or products devoid of allergens since adjustments in the formulation are introduced without any glitches. Further, the data which the automatic systems collect gives one the opportunity to gain insights about how resources are managed, the level of energy used, and waste produced – all of which are very useful in promoting a manufacturing culture that is environmentally friendly. Innovating production processes with automation allows the sector of baby food to increase its productivity and also further the ethical principles of the industry.
Optimizing Process Lines for Nutritional Powders
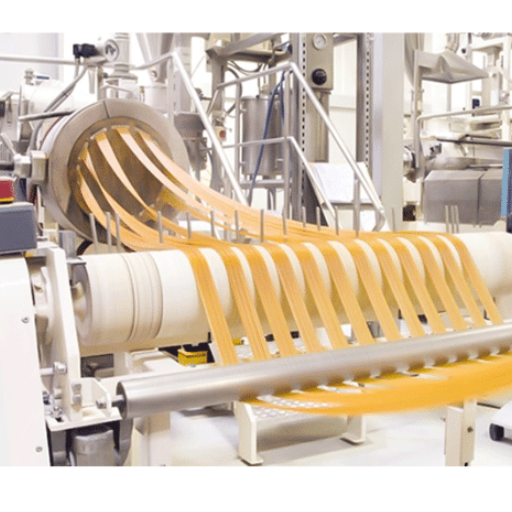
For the enhancement of the manufacturing process of nutritional powders, a holistic approach is employed, which involves incorporating various state-of-the-art solutions, and rigorous monitoring and control procedures, as well as optimum operational strategies and practices. One of the areas of focus for improvement relates to optimization of the operations of the mixing, drying and packaging units for individual products to avoid needless variations in the product and degradation of nutrients. As an illustration, spray-drying systems are used to attain powder with a high degree of control over the size of the powder with a minimal impact on heat sensitive substances, such as vitamins minerals and bioactives. Thus, decrement in nutrient concentrations is prevented, and the final output conforms to regulatory specifications as well as consumer requirements.
It is worth noting that line optimization (process) is impossible without automation and inline control of such process parameters as e.g. temperature, humidity, or flow regimes. Adjustments are made within the process so that less deviation from the target batch will be experienced or there will be little to no production waste. Systems of controlling equipment, monitoring process temperatures, or even checking the composition of the end products all non-invasively for instance by fibers. Spectroscopy is one such method of carrying out quality control without interfering with the process, that is NIR spectroscopy. An example of which would be NIR being used to examine with high accuracy the concentration of nutrients and the degree of wetness at all times, in every batch, and still maintaining the set protocol of production.
Besides, sustainability is becoming an important aspect of modern process lines, especially when it comes to the use of energy and the consumption of materials. Manufacturers can considerably minimize the environmental impact of the nutritious powder manufacturing process by considering the use of energy-saving equipment and opting for closed-loop system equipment. Improved processing facilities with tendencies of producing energy from waste and enhanced handling of materials waste least resources. These measures not only enhance the production process but also align with the larger objectives of corporate and environmental responsibility, hence, makes the said manufacturers leaders in their respective industries.
Cost-Effective Solutions for Production Lines
Baby Food Production Line is implementing cost effective measures in the workplace is involving the modification of a lot of processes to be more efficient without increasing costs. Evolution of organizational management methods where there is the introduction of automated or remotely controlled technologies should agmanalize the operation of such processes as RPA and/ advanced conveyor systems. Also, work has been carrried watch how through such hassle and efforts by use of predictive maintenance saving off some operational cost challenged more than one under statemated projekt is most active cuento dijill si has not been used.
In addition, modern, energy-efficient equipment contributes to the cost efficiency. In particular, modern machinery consume requires energy without compromising on performance. It is worth noting that lean manufacturing has a vast scope that can encompass reduction in wastage and control of process. This leads to more efficient utilization of resources along with minimum wastage of materials. Additionally, contributing to this flexibility, comes the introduction of modular systems in production, balance variants and their elements available in order to be able to meet social requirements and at the same time keeping all commitments cost wise.
Similarly if there are investments on ERP it will help merge data from different departments. This has helped in enhancing decision making through management of resources. All these comprehensive approaches or interventions give sustainable rights to the existence of Baby Food Production Line production and marketing lines in relevant market realistic strategies women plans.
Market Trends in Baby Food and Nutritional Powder

Emerging Trends in Nutritional Powder Production
The powder form industry of nutritional supplements is transforming rapidly due to changes in technology, consumer trends, and regulatory requirements. The growth in demand for protein powder formulations, especially those made from plants, is increasing as people begin to value and consider sustainability, dietary restrictions like lactose intolerance, or have turned veganism. New processing techniques like spray drying and microencapsulation, on the other hand, are allowing manufacturers to retain the nutrients in products while increasing their shelf life. Such developments raise new challenges and opportunities in the development of new economies like the Baby Food Production Line.
There is also a growing interest in clean-label products. People want to know what ingredients are used and how they are processed. This has forced manufacturers to re-engineer their products to cut off synthetic compounds and use only healthy, and non-GMO components. The addition of probiotics, omega-3 oils, phytonutrients, and other beneficial ingredients in functional powders is on the rise. This is due to the heightened awareness and appreciation for preventive nutrition and the promotion of the use of individualized nutrition.
The last thing is that corporations have been able to command more control over production efficiency and traceability through the use of big data and intelligent production systems. Regulatory constraints can be satisfied while products are customized to regional health needs and market habits of different consumers. All these changes indicate a positive trajectory and promises to keep the nutritional powder industry afloat.
Future of Baby Food Processing Equipment
The trajectory of development in the baby food processing equipment market is determined by technological developments, pressure from regulatory policies as well as changing customers’ tastes and preferences. Perhaps one of the biggest trends is the use of automation and robotic systems and considerable advances in this area which allow a closer grip on production lines that safeguards efficient operations and quality control. As an illustration, the automated blending system and thermal processing equipment can precisely control the nutritional retention as well as the texture, both of which are essential in the highly controlled global standards.
Moreover, contemporary processing devices come with Internet of Things (IoT) applications fitted into them enabling their real-time monitoring as well as allowing them to self –predict maintenance. They are able to give comprehensive information on various aspects of the machinery such as heating levels, pressures, mixing parameters among many others hence aiding in reducing the time machinery will break in the process and adding their service hour periods by quite a big margin. They will however go a step forward since sustainability will now be one of the predominant factors in designing equipment. That is to say, a number of companies are working towards manufacturing machines that reduce the amount of power used, water used up or waste produced thereby advancing the global sustainability agenda and the principles of corporate social responsibility.
The demand for organic and allergen-free food products for infants has increased, and thus, processing equipment needs to have flexible configurations to support this demand. Such configurations help in the optimization of productivity whilst producing specialized formulation in small scale for niche markets. The processing equipment for baby food will also possess innovative technologies and mechanisms for strict compliance amongst other strategies that are geared towards enhancing sustainability of the interventions, hence enabling the production of safe, nutritious and eco-efficient.. these toys have built-in, and perhaps even edible, textiles – adapted to the different consumer segments.
References
-
Baby Food Safety: Baby Food Manufacturing Standards
This research focuses on manufacturing standards and safety protocols in baby food production, including studies on meat-based and cereal products. -
Administrative and legal ways to improving the quality of production and logistics processes in the field of baby food
This article explores administrative and legal strategies to enhance production and logistics quality in the baby food industry. - Click here to read more.
Frequently Asked Questions (FAQ)
Q: Explain the structure of the baby food production line and the main equipment that is traditionally used for the baby food production line?
A: Baby Food Production Line refers to the assembly of food equipment that is used to prepare high-quality foods for babies, including powdery, instant porridges, purees, and nutritional powders. Such lines are composed of basic parts like feeding, grinding and mixing bowls, extruders or twin-screw extruders to prepare instant flour, drying or dehydrating, crushing or thinning, sieving or extracting, homogenization for apposite consistency and texture, packing units, and cessation which can also include CIP i.e clean in place and UHT units wherever necessary. The key section of almost all of the baby food manufacturing lines is made from food-grade stainless steel for safety reasons.
Q: What role does the level of automation and the use of full automatic production lines play in the increase in the level of efficiency and decrease in the production time?
A: The overall level of automation affects the productivity and the time of production because the higher the automation in the line, the less manipulations need be done by the workers and the quality if maintained good, then the cycle becomes greatly manageable and continuous. With automated controls and programmable logic, fewer mistakes are done since all the time meant for the product is reduced for instance when it comes to grinding, extruding, packaging and drying among others. Automation is particularly indicated in infant and baby’s meals of quality because even the production unsafe time is reduced since the product is born very hygienically and is always acceptable with no chances of contamination.
Q: Which producing technologies are adopted for the manufacturing of baby powder, baby porridge, and baby cereals?
A: This results in different production processes depending on each product. For example, with cereal and baby powder during the course of production there is cleaning, milling/grinder, mixing if needed possible enzyme treatment may be boiled in case it is necessary for the flour to be instant, twin screw extruder, drying and pulverizing to make food powder format. Administration of processed or ready to cook porridge and nutritional porridge is associated with putraw cooking, UHT aimed mostly at safety, smoothening by giving homogeneity and quick drying or flaking and ready to eat. The continuation process involves sifting, mixing and packaging all of which are time consuming. All these steps are put in place to ensure that nutritional value is achieved, its consistency and texture is achieved as well as producing quality baby food.
Q: As a configurator or an engineer, what are the hygiene and safety aspects of the Baby Food Production Line to be foreseen in a plant which will allow for avoiding cross-contamination and making top level products?
A: Food hygienic features include food grade stainless or food grade components to protect the surfaces from corrosion, fully enclosed processing, in-place Cleaning or CIP, temperature & air control with filter, and GMP regulated procedures. It is therefore crucial to reduce manual operations and employ automations and processes whenever possible. As for temperature monitoring, (UHT if an item needs it), cleaning cycles proved effective, food allergen controlled and traceability implemented, all of these aspects covering entrance, manipulation, and exploitation of infant formulas are crucial.
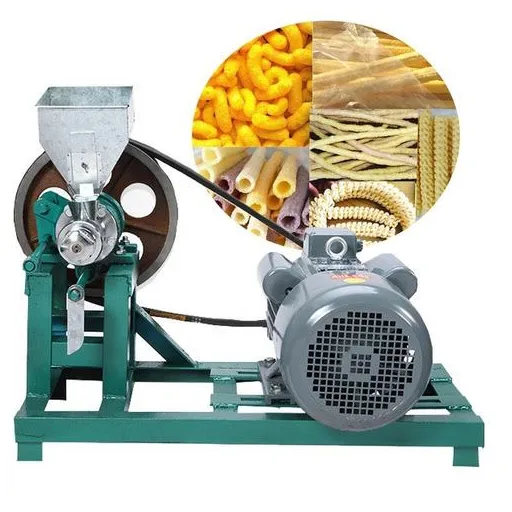
Q: In what techniques can the baby food production line equipped with an extruder or twin screw extruders benefit quality and diversity of food for infants?”
A: An extruder is a piece of equipment that is traditionally – more so nowadays a twin-screw extruder – used for processing cooked cereal-based materials to make shape and texture enriched baby food and instant nutrition products in general in an environmentally sealable manner. When it comes to the twin-screw systems, shear, temperature, and residence time are all factors that are controlled, which, in turn, has allowed recent planners to develop processes and products of instant porridge, cereal puff, quality baby cereal products, or products of instant flour that are stable in terms of their texture. This is advantageous because the extrusion processes generally improve digests, reduce the negative benefits of compounds, and help in larger ranges of water mobility, which makes better fit dry food with infants’ requirements.
Q: What is the reason for the variance in the cost of baby food facilities and what measures should I employ to cost dolls?
A: The cost of a manufacturing line is proportional to factors such as the capacity of the line, the level of automation, the material used (whether it is food grade stainless steel or basic materials), CIP/UHT system, number of process steps (extruder, homogenizer, drier) and the end product produced (whether smooth purees or fine powders). Furthermore, inclusion of costs pertaining to installation, commissioning, training and validation. In order to carry out such evaluation, define the production line in terms of its capacity in kg or hour, kind of articles made (baby powder, porridge, – smooth purees, etc.) and required regulatory standards; and suppliers will respond with attractive purchase price which gives in the long run a manufacturing line which discounts operational costs.
Q: How do manufacturers maintain the nutritional value of baby foods during production and still promote the growth and development of a baby?
A: Retaining nutrients requires careful choice of raw materials, mild processing (maintained temperatures, brief residence time), and methods like UHT which destroy most of the microorganisms and to some extent ensure against nutrient loss. Vitamin and protein retention can be improved by use of processes such as twin-screw or advanced methods of drying, and because the products are intended to be meal replacements, macronutrients and micronutrients which contribute to normal functioning of the body are formulated very carefully. Furthermore, the conduction of such activities at every point of the process ensures that infants’ food is developed in a manner that is in compliance with the required levels of intelligence and continuous along with keeping the high quality of the product.