











For suppliers and parents alike, protecting and providing a safe and wholesome diet to babies is a paramount concern. Each jar of baby food or pack of nutritional powder represents a sophisticated history of precision engineering designed to meet rigorous safety and quality requirements. This comprehensive guide investigates how modern manufacturing machines enhance health benefits while maintaining cleanliness and adhering to thorough food safety legislation.
Introduction to Baby Food Manufacturing

Overview of Baby Food Products
The unique nutritional and growth necessities of babies and toddlers translate to baby food products specifically designed for this age group. These products primarily involve pureed fruits, vegetables, grains, and proteins, offering essential constituents such as vitamins, minerals, carbohydrates, proteins, and fats. Ingredients are precisely selected to adhere to the principles of children’s nutrition and early development.
Key Focus Areas in Modern Baby Food Processing
- ▪
Safety and quality assurance throughout production - ▪
Nutritional effectiveness of manufactured products - ▪
Prevention of harmful contaminants including pesticides and heavy metals - ▪
Preservation of flavor and nutritional structure through proper processing
Today’s baby food sector encompasses various formats including jars, pouches, and powders, catering to convenience for parents and ease of consumption for children. Growing consumer interest in organic diets, allergen-free options, and age-appropriate formulations drives manufacturers to endorse healthy, valuable products while meeting evolving consumer trends.
The Importance of Safety in Baby Food Production
Safety in infant food production cannot be overlooked at any stage. Considerable risks are posed by various contaminants including heavy metals, chemical additives, and dangerous pathogens. Businesses must commit to observing stringent quality controls and safety measures mandated by regulatory bodies such as the Food and Drug Administration (FDA) and the European Food Safety Authority (EFSA).
Critical Safety Systems
| System | Purpose |
| Good Manufacturing Practices (GMPs) | Establishes quality control protocols throughout production |
| HACCP Programs | Identifies contamination points and implements prevention measures |
| Pasteurization/Sterilization | Eliminates dangerous microorganisms while preserving nutrients |
| Independent Testing | Provides third-party verification and compliance assurance |
Consistent surveillance and involvement of independent testing bodies reinforce safety measures. Clear labeling facilitates parent understanding of product contents, providing transparency and peace of mind. Ultimately, continuous attention to safety in baby food production lines prioritizes the wellbeing of children—the most vulnerable consumers.
Current Trends in the Baby Food Market
The baby food industry is transforming due to evolving consumer preferences and advances in nutritional science. Several key trends are reshaping the market landscape:
Organic Products
Growing demand for certified organic baby foods with clear origin information, addressing concerns about additives, pesticides, and GMOs
Plant-Based Options
Increasing interest in plant-protein alternatives and specialized formulations including vegan, vegetarian, and non-allergenic options
Sustainability Focus
Companies adopting biodegradable packaging materials and sustainable production practices to attract environmentally conscious consumers
Personalization
Technology-driven customization based on child’s age, specific requirements, and dietary restrictions or allergies
Ingredients and Raw Material Sourcing

Types of Raw Materials for Baby Food
High-quality ingredients are essential for preparing healthier and safer baby food. Each ingredient type is carefully chosen based on the digestive capabilities and nutritional needs of infants.
| Ingredient Category | Examples | Key Benefits |
|---|---|---|
| Fruits & Vegetables | Apples, bananas, pears, carrots, sweet potatoes, peas | Rich in vitamins, minerals, fiber, and antioxidants; beta-carotene supports vision and immune function |
| Cereals & Grains | Oats, rice, quinoa (often fortified) | Provide lasting energy, assist digestion; fortified versions prevent nutrient deficiencies (iron, zinc) |
| Protein Sources | Lentils, chickpeas, poultry, fish | Essential for building and regenerating body tissues; carefully selected for allergen-free formulations |
| Fats & Oils | Avocado, canola, flax seeds | Support brain development; enhance bioavailability of vitamins A, D, E, and K |
| Specialty Ingredients | Probiotics (Bifidobacterium), omega-3 fatty acids | Enhance gut wellness; support cognitive development and brain growth |
Raw materials are procured from GAP (Good Agricultural Practices) certified suppliers to ensure standardization and quality uniformity. Rigorous testing for pesticide residues, heavy metals, and microbes ensures consumer safety and regulatory compliance, building customer confidence globally.
Impact of Ingredient Quality on Nutrition
The nutritional and safety benefits of baby food products are directly dictated by ingredient quality. Premium ingredients ensure nutritional specifications are met while maintaining safety standards without compromise.
Quality Impact: Key Statistics
Nutrient Retention
Fully ripened produce contains 20-40% more vitamins (such as vitamin C) compared to early-harvested alternatives
Bioavailability
Chelated mineral forms absorb up to 45% more effectively than inorganic counterparts
Contamination Prevention
Rigorous raw material testing reduces contamination-related recalls by a factor of 10
Shelf Stability
High-quality ingredients with appropriate processing increase shelf stability by 30-50%, preserving probiotics and antioxidants
Baby Food Production Line Overview

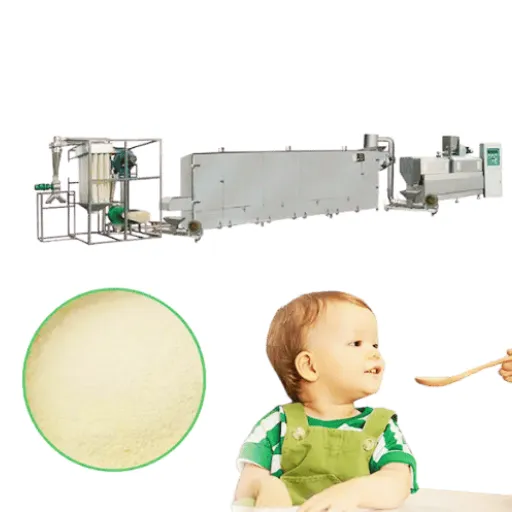
Components of a Baby Food Production Line
A comprehensive Baby Food Production Line incorporates sophisticated equipment including control panels, conveyors, and processing units, all operating within strict safety metrics. Each component plays a vital role in ensuring product quality and safety.
1. Ingredient Preparation Units
Automated washing, peeling, and chopping equipment designed to minimize manual handling and contamination risks while maintaining consistency
2. Mixing and Blending Mechanisms
Advanced systems providing uniform mixtures with vacuum mixing options to decrease oxidation rates, preserving nutrition and extending shelf-life
3. Thermal Processing Equipment
Controlled steaming and pasteurization systems ensuring safe cooking while retaining vitamins and minerals essential for infant development
4. Homogenizers and Mills
High-pressure equipment achieving consistent texture and particle concentration, from smooth purees for infants to chunkier options for toddlers
5. Filling and Packaging Systems
Precision liquid filling equipment for jars, pouches, and cups, with aseptic packaging technology enabling longer preservation without additives
6. Quality Assurance Systems
Integrated metal detectors, X-ray machines, and vision monitors ensuring contamination-free products compliant with FSMA and HACCP requirements
7. Cleaning-in-Place (CIP) Systems
Automated cleaning and sterilization with minimal production downtime, significantly reducing bacteriological hazards
Types of Machinery Used in Baby Food Production
Processing baby food requires precision machinery designed to meet stringent safety and quality requirements while enabling scalable operations. Modern production lines incorporate IoT-enabled systems for real-time monitoring and traceability.
High-shear blending systems with variable speed controls and protective seals for contamination prevention, ensuring thorough ingredient integration
Advanced wet and dry milling systems with precise particle size control, utilizing food-grade materials to enhance product texture and consistency
HTST (High Temperature Short Time) systems destroying pathogens while maximizing nutrient preservation and extending shelf life
Automated systems with integrated labeling and tracking capabilities, ensuring accurate portions and regulatory compliance
Controlled chambers minimizing moisture while preserving flavors, nutrition, and texture for shelf-stable powder formulations
Vision systems, X-ray screening, and metal detection technologies providing real-time contamination monitoring
Flow of the Baby Food Manufacturing Process
The baby food production process comprises several interconnected steps, each addressing different aspects of safety, nutrition, and product consistency.
Raw Material Selection
Strict examination for safety and nutritional value compliance
Preparation & Cleaning
Processing to eliminate microorganisms while preserving initial nutrients
Mixing & Blending
Precise proportioning based on age-appropriate nutritional requirements
Thermal Processing
Pasteurization or sterilization with minimal nutrient degradation
Cooling & Packaging
Aseptic packaging ensuring freshness and extended shelf life
Quality Control
Microbiological and nutritional analyses ensuring regulatory compliance
Distribution
Controlled storage and transport maintaining optimal conditions
Processing Techniques in Baby Food Manufacturing
Steps in Baby Food Processing Equipment
-
::before { content: counter(processing-counter); }
Ingredient PreparationMeticulous sorting and cleaning of raw materials using specialized equipment for peeling, coring, and dicing. Automated systems ensure consistency while minimizing waste and contamination risks.
-
2
Blending and HomogenizationPrecise weighing to achieve desired nutritional and flavor profiles. Homogenization technology reduces particle size, creating textures appropriate for infant consumption.
-
3
Thermal ProcessingControlled heat treatment through pasteurization or sterilization ensures microbiological safety while preserving essential vitamins and minerals.
-
4
Drying or ConcentrationAdvanced spray-drying and freeze-drying technologies control moisture levels for longer storage while maintaining maximum nutritional content.
-
5
Filling and PackagingSterile filling into jars or pouches using automated devices. Packaging includes complete labeling per regulatory standards, ensuring consumer safety.
-
6
Monitoring and Quality ChecksMultiple quality control assessments including microbiological testing, nutrient analysis, and organoleptic evaluation ensure transparency and compliance.
Importance of Extruders in Baby Rice Powder Production
Extrusion technology is fundamental in enhancing and standardizing baby rice powder production while maintaining nutritional integrity. Extruders enable precise control of temperature, pressure, and moisture to cook, blend, and shape rice-based products.
Extrusion Benefits in Baby Food Production
Partial starch gelatinization creates porous structures that aid infant digestion
Phytic acid content reduced by up to 50%, increasing mineral bioavailability
Enables gluten-free and fortified formulations with diverse nutritional profiles
Twin-screw extruders provide precise mixing and controlled cooking for safety
Techniques for Puree and Cereal Production
Specialized methodologies achieve optimal texture, nutrition, and shelf stability in puree and cereal products. Modern processing combines traditional techniques with advanced technologies.
| Product Type | Primary Technique | Key Advantage |
|---|---|---|
| Purees | High-Pressure Processing (HPP) | Ensures microbiological safety without heat, preserving vitamin C and sensory attributes |
| Purees | Blanching | Enzyme inactivation preserving color and flavor during storage |
| Cereals | Extrusion Technology | Starch gelatinization enhances digestibility and palatability |
| Cereals | Roller Milling | Uniform particle size distribution ensures consistent texture |
Innovations in process automation, including near-infrared (NIR) spectroscopy and computer-aided systems, enable real-time adjustments while maintaining desired quality and safety levels. These advancements optimize both nutritional characteristics and taste profiles of essential baby food products.
Future of Baby Food Manufacturing

Advancements in Baby Food Processing Equipment
Recent innovations in baby food processing equipment focus on enhancing nutrient preservation, texture uniformity, and food safety standards. These technological advances address growing consumer demand for high-quality, minimally processed products.
Emerging Technologies
Programmable Logic Controllers (PLCs)
Precise automation of cooking, cooling, and packaging stages, minimizing human error and ensuring batch consistency
Advanced CIP Systems
Next-generation cleaning-in-place technology significantly reduces contamination risks throughout production lines
AI-Powered Analytics
Real-time process monitoring and predictive equipment maintenance improving overall productivity and reducing downtime
Enhanced Homogenization
Advanced methods ensuring uniform particle size distribution for superior puree textures
Trends in Automatic Baby Food Production
Automation developments in Baby Food Production Lines increasingly emphasize efficiency, sustainability, and safety through advanced technology integration.
IoT-Based Traceability
Real-time monitoring throughout production with complete raw material traceability, meeting regulatory requirements and consumer transparency expectations
Robotic Process Automation
Machine vision systems and robotic arms for packaging and quality control, eliminating human error and detecting microscopic deviations
Sustainable Operations
Automated energy management and water recycling processes becoming standard practice, minimizing environmental impact
The Role of Technology in Enhancing Safety and Nutrition
Modern food production lines leverage advanced technology to enhance both nutrition and safety in baby food manufacturing. Integrated systems ensure strict process control with consumer health as the ultimate priority.
High-Pressure Processing (HPP)
Applies high pressure instead of heat to eliminate pathogens while preserving nutrients, vitamins, and natural taste. Maintains food integrity without compromising safety.
IoT Monitoring Technologies
Real-time sensors continuously monitor temperature, humidity, and potential contamination sources. Mitigates operational errors and enhances product integrity.
Precision Fortification Systems
Advanced machinery and intelligent blending algorithms accurately fortify products with iron, calcium, omega-3, and other nutrients based on infant developmental requirements.
Advanced Allergen Detection
Spectroscopy and machine learning identify allergens at trace levels in both raw and finished materials, protecting children with sensitivities or allergies.
Blockchain Supply Chain Transparency
Complete product traceability from ingredient sourcing to final delivery. Documents entire history including growth, processing, and distribution for enhanced safety and consumer confidence.
References
- Nutrition and Marketing of Baby and Toddler Food and Drinks
This document discusses the marketing and nutritional aspects of baby and toddler food products. - Preserving Food for Infants & Toddlers
This guide provides insights into food safety practices for infants and toddlers, including recommendations for production and preservation. - Quality Assessment of Baby Food Made of Different Pre-Processed Ingredients
This academic paper evaluates the nutritional quality, sensory attributes, and food safety of baby food, focusing on factors within the production chain. - Click here to read more.
Frequently Asked Questions
What is a Baby Food Production Line?
A Baby Food Production Line is a comprehensive setup enabling the manufacturing of food products for infants and young children. The system typically consists of raw material storage and handling equipment (including screw conveyors and flour-making machines), food extruders or cooking machinery, powder production systems, grading equipment, ovens, screens, and packaging machines designed specifically for baby food applications.
How can productivity be improved in commercial baby food production?
Productivity improvements are achieved through efficient infant food equipment, automated production lines, streamlined workflows, and advanced tools such as screw conveyors and food extruders. Increasing output quantity while reducing cycle time minimizes system idleness and waste, optimizing overall manufacturing efficiency in the infant food industry.
What are the process steps from raw materials to final packaging?
The standard baby food manufacturing process includes cleaning raw materials, milling or grinding to create flour, processing food components, adding nutritional ingredients (vitamins, fortification agents), thermal processing through extrusion or cooking, converting to powder or puree form, sieving, and final packaging. Sterilization and filling are mandatory for baby powder milk and thick baby food products.
What types of baby food can be produced on a multipurpose production line?
Multipurpose lines can produce various baby food products including infant formulas, powdered baby foods, nutritional rice powders, cereal blends, purees, and ready-made complementary foods. Each type requires specific machinery—extruders for cereals, mixers and spray dryers for powders, or retorts for different baby food varieties.
How do baby food companies ensure quality and safety?
Companies adhere to food safety guidelines including GMP protocols and HACCP safety rules within controlled production environments using food-grade contact materials. Equipment includes easy-cleaning features and anti-contamination tooling. Frequent examinations verify that finished products meet nutritional requirements, appropriate composition standards, and sanitary preparedness guidelines.
How does homemade baby food differ from production line baby food?
Homemade baby food offers parental control over ingredients and freshness but lacks fortification and extended storage capability. Production line baby food provides controlled nutrition, industrial fortification, comprehensive safety testing, and shelf-stable containerization. Manufacturers can meet high demand for nutritious, packaged products, while homemade options remain popular for small-quantity, fresh preparation.
Can powder production lines make infant formula and rice powder?
Yes, powder production lines can be incorporated into baby food facilities to produce infant formula powder and rice powder. This requires specialized equipment including spray dryers, milling systems, blender mixers, and packaging lines. Tailored lines must accommodate food additives, provide homogeneous nutrient distribution, and service commercial baby food capacity requirements for market distribution.
Conclusion
The baby food manufacturing industry represents a sophisticated integration of precision engineering, stringent safety protocols, and advanced technological innovation. From ingredient sourcing through final packaging, every stage of production prioritizes infant health and nutritional needs.
As automation technologies, AI analytics, and sustainable practices continue evolving, the future of baby food production promises even greater safety, efficiency, and nutritional optimization. These advancements ensure that manufacturers can consistently deliver high-quality, safe products that support healthy infant development while meeting the expectations of modern, informed parents worldwide.





